五金冲压件工艺的基本要求
一、五金冲压成形性能的要求,对于成形工序,为了有利于冲压变形和制件质量的提升,材料应具有良好的塑性、屈强比小、板厚方向性系数大、板平面方向性系数小、材料的屈服强度与弹性模量的比值小。对于分离工序,并不需要材料有很好的塑性,但应具有相应的塑性,塑性越好的材料,越不易分离。
二、规定适当的制造精度及表面粗糙度零件的加工费用。五金冲压件的加工费用会随着精度的提升而增加,尤其在精度较高的情况下,这种增加极为显著。因此,在没有充足根据时,不应当追求高的精度。同理,五金冲压零件的表面粗糙度也应当根据配合表面的实际需要,作出适当的规定。五金冲压件加工工艺较为复杂,为确定五金冲压件产品性能能达到使用要求,就需要遵循相应的工艺要求,确定生产可行性。
三、五金冲压件所用的材料,不仅要达到产品设计的技术要求,还应当达到冲压工艺的要求和冲压后的加工要求(如切削加工、电镀、焊接等)。
四、五金冲压件在设计零件的结构形状时,采用结构简单合理的表面(如平面、圆柱面、螺旋面)及其组合,同时还应当尽量使加工表面数目较少和加工面积小。
五、选择合理机械制造中毛坯制备的方法,可直接利用型材、铸造、锻造、冲压和焊接等。毛坯的选择与具体的生产技术条件有关,一般取决于生产批量、材料性能和加工可能性等。
冲压件材料的硬度检测,其主要目的就是确定购入的金属板材退火程度是否适于随后将要进行的冲压件加工,不同种类的冲压件加工工艺,需要不同硬度级别的板材。用于冲压件加工的铝合金板可用韦氏硬度计检测,材料厚度大于13mm时可改用巴氏硬度计,铝板或低硬度铝合金板应采用巴氏硬度计。
在冲压件行业里,冲压有时也称板材成形,但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
五金冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。
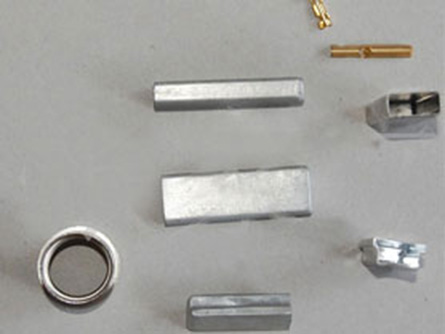
冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序。冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,例如碳钢板、合金钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等。
五金冲压件是金属加工、机械制造常用的零件。冲压件加工是利用模具使金属板带发生分离或成形的加工方法。其应用范围广阔。
电子冲压件的生产质量要求:
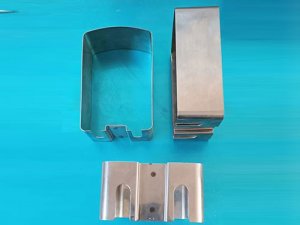
一、对拉深件的要求:
1)拉深件外形应简单、对称,深层不宜过大。以便使拉深次数少,容易成形。
2)拉深件的圆角半径在不增加工艺程序的情况下。否则必将增加拉深次数和工作,也增多模具数量,并容易产生废品和提升成本。
二、对弯曲件的要求
1)弯曲件形状应尽量对称,弯曲半径不能小于材料允许的小弯曲半径。
2)曲边过短不易成形,故应使弯曲边的平直部分H>2δ。如果要求H很短,则需先留出适当的余量以增大H,弯好后再切去所增加的金属。
3)弯曲带孔件时,为避免孔的变形。