电子电器配件,汽车零配件,不锈钢冲压件,金属制品,五金冲压件厂家,南皮县辰航五金制造有限公司_南皮县辰航五金制造有限公司
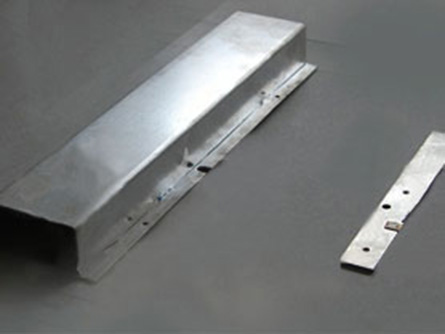
冲压件加工是靠于冲压设备的动力,使板料在模具里受到冲压并进行变形。从而获得外形,尺寸产品零件的出产技术。板料,模具和设备是冲压加工的三要素。冲压件加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,它是金属塑性加工的主要方法之一,也属于材料成型工程技术。冲压件所使用的模具称为冲压模具,简称冲模。冲模是将材料批量加工成所需冲件的工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就很难进行;没有提高前辈的冲模,提高前辈的冲压工艺就无法实现。冲压工艺与模具、冲压设备和五金冲压件材料构成冲压加工的三要素,三个要素缺一不可。
1、根据材质、产品结构等确定变形补偿量。
2、根据补偿量设计模具冲压出成品或半成品。
3、加工半成品至成品。
4、不良情况包括起裂纹、拉伤、厚度不均匀、不成型等。
五金冲压件加工也存在着一些问题和缺点。主要表现在冲压加工时产生的噪音和振动两种公害,而且操作者的事故时有发生。不过,这些问题并不是由于冲压加工工艺及模具本身带来的,而主要是由于传统的冲压设备及落后的手工操作造成的,五金冲压件加工。随着技术的进步,特别是计算机技术的发展,随着机电一体化技术的进步,这些问题会尽快而完善的解决。
(1)五金冲压件设计满足产品使用和技术性能,并能便于组装及修配,五金冲压件加工机械加工塑性加工特别,五金冲压件加工厂。
(2)五金冲压件设计有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用廉的材料,尽可能使零件做到无废料及少废料冲裁。
(3)五金冲压件设计形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
(4)五金冲压件设计在能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、产品质量稳定。
(5)五金冲压件设计应有利于尽可能使用现有设备、工艺装备和工艺流程对其进行加工,海格冲压:冲压件的孔径测量方法,并有利于冲模使用寿命的延长。
造成拉伸制件质量不好的原因很多,卷料、板料、模具的表面质量会影响终拉伸件的品质,拉伸过程中的操作以及工位器具的装夹取卸等也有可能损伤制件表面质量,因此,在整个制造过程的每个环节中都应充分考虑细节,尽量避免出现质量问题,影响终的产品外观。
如果模具或者清洗装置出现急剧破损的情况,凸凹问题会显著增加。日常生产中,凸凹的发生率会产生变化,如果有不正常的情况发生时,工作人员调查技术原因并采取相应措施。
在制件生产过程中当然还可能会出现其他问题,如裂纹和颈缩、曲折和皱纹等,但这些问题不像凹凸问题那样常见,并且这些问题通常会伴随着模具的修正而得以解决,在这里不再进行详细的阐述。