在我们五金冲压件在,假如我们按工艺来分类,可以分为成形跟分离工序两大工序,成形工序的指标是使板料在不破坯的前提下发生塑性变形,制成所需外形和尺寸的工件!
分离工序,也叫做冲裁,其目的是使冲压件沿事先设定好的的概况线从板料上分离,同时还分离断面的品格要求。还有,在实际生产中,经常是多种工序一起综合操纵于一个工作,冲裁,剪切,笔挺,旋压,换是常常会应用的冲压工艺。
在五金冲压件中,主要是将金属或者非金属板料借助压力机的压力通过冲压模具冲压模具冲压加工成形的,而且它主要还有几个特点:五金冲压件冲压用的板料表面和外延从对冲压废品的品质影响很大!请求冲压资料厚度粗略,平均:表面光亮,,无疤,无擦伤,无表面裂纹等,如果听从强度平均,无领略偏向性;平均伸展率高;屈强比低,加工硬化性低;冲压件具有较高的尺寸精度,同模件尺寸平均一致,有较好的互换性!并且不需要进一步机械加工即可知足一般装配跟使用要求,冲压件是在质料破耗不大的条件下,经过冲压迫作出来的,其零件分轻重,刚度好,并且板料通过塑性变形后,金属内部的布局的布局结构失掉,使冲压件强度有所前进;还有,冲压件在冲压过程中,因为材料的内心不受破碎摧毁,因为有很好的内心质量,外赏外滑好看,这为内心喷漆,电镀,磷化以及外内心处置供应了任意前提!
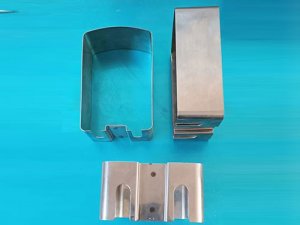
在我们平时有制作过五金冲压件或者看见过的朋友都见过五金冲压件会出现撕裂跟歪斜现象。
那它是因为工序出错还是材料劣质?那到底是为什么五金冲压件会出现撕裂跟歪斜的现象呢?
其实五金冲压件出现撕裂、歪斜的原因有很多,主要原因是以下几种:
1、翻边成形模具设计有缺陷:模具为一模双腔左/右件公用,由于本工序内容除翻边外,还兼备形状成形内容,加之制件复杂,而且弯曲狭小,成形要求凹模压料芯与成形面相符等,导致模具结构条件成形过程大,压料面积小。
2、成形工艺参数执行不到位:在制作成形过程中,工艺要求凹模,压料芯以及两者的制件贴合在一起,在机床滑块下滑时压迫板塑性变形而实现成形,加工技术人员未按工艺指定要求在这一段及时对机床压力进行调整,或者是在每个班次的交接时没有相互沟通机床压力稳定性信息,而导致制作件质量不稳定。