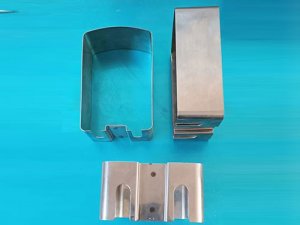
五金冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
一、冲压件在冲压过程中,由于材料的表面不受破坏,故有好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
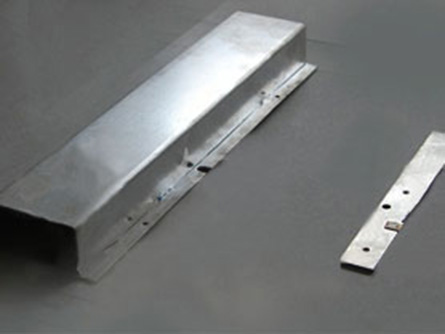
二、冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改进,使冲压件强度不错。
三、冲压件具有较不错的尺寸精度,同模件尺寸均匀一致,有好的互换性。不需要进一步机械加工即可达到一般的装配和使用要求。
精密五金冲压件的公差大小跟尺寸和所选择的公差等级有关。选择公差等级既要知足设计要求,又要考虑工艺的可能性和经济性。也就是说,知足使用要求的情况下,尽量加至公差值,亦即选用较低的公差等级。
公差是尺寸变动的范围,它的数值越,精度越低,加工难度越少;数值越小就表示精度不错,加工难度越大。哪么,在生产中要注意的,大部份是哪几个项目呢?
一、成型尺寸:经弯曲、拉伸及其它工序加工而成冲压件的线性尺寸。
二、冲裁尺寸:经冲孔、落料及其它分离工序加工而成冲压件的线性尺寸。
三、弯曲角度:经弯曲成形而形成冲压件的角度尺寸。
四、冲裁角度:在平板或成形件平面处,经冲裁加工而成的角度尺寸。
五、冲裁圆角半径:经冲孔、落料及其它分离工序加工而成冲压件圆角半径的线性尺寸。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们彼此结合才能得出冲压件。与机械加工及塑性加工的其它办法相比,冲压加工不管在技能方面仍是经济方面都具有许多共同的长处,主要体现在以下几点:
冲压加工的生产速率不错,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,一般压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
冲压时因为模具了冲压件的尺寸与形状精度,且一般不破坏精细冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量安稳,互换性好,具有"如出一辙"的特征。冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到轿车纵梁、掩盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均不错。
五金冲压件不论是在工业出产还是日常日子中,都有着普遍的使用,五金冲压加工是经过冲压机、模具把资料进行冲压铸造的一种加工办法,具有操作便利,冲压精度不错,易于完成机械化与自动化等优势,是目前使用多的加工办法。
要求五金冲压件的根本工艺要求:五金冲压件所用的资料,不仅要满意产品规划的技术要求,还应当满意冲压工艺的要求和冲压后的加工要求(如切削加工、电镀、焊接等)。五金冲压件在规划零件的结构形状时。
好采用结构简略不错的外表(如平面、圆柱面、螺旋面)及其组合,一起还应当尽量使加工外表数目少和加工面积小,选择不错机械制作中毛坯制备的办法,可直接使用型材、铸造、铸造、冲压和焊接等。毛坯的选择与详细的出产技术条件有关,一般取决于出产批量、资料性能和加工可能性等。