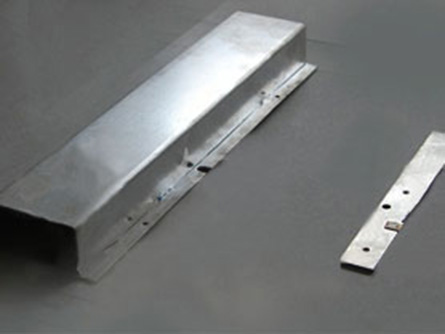
五金冲压工艺需求核算哪些事项?
五金冲压便是利用冲床及模具将不锈钢,铁,铝,铜等板材及异性材使其变形或断裂,到达具有相应形状和尺度的一种工艺。五金冲压工艺大致可分为别离工序和成形工序(又分曲折、拉伸、成形)两大类。别离工序是在冲压进程中使冲压件与坯料沿相应的轮廓线彼此别离,一起冲压件别离断面的质量也要达到相应的要求;成形工序是使冲压坯料在不破坏的条件下产生塑性变形,并转化成所要求的制品形状,一起也应达到尺度公差等方面的要求。
五金冲压工艺需求进行核算的内容,具体内容如下:
一、五金冲压件毛坯尺度及半制品尺度核算。
二、五金冲压模具压力中心的核算。特别对冲压杂乱形状工件的模具、多凸模的冲孔模具及级进模具,愈应注重这一核算;
三、五金冲压模具有关零件的强度校核。如细长凸模、单薄凹模、受力大的顶杆及弹性缓冲器的螺纹拉杆等的强度校核。
四、五金冲压工艺力的核算。包括冲裁力、曲折力、拉伸力、压边力、卸料力、推件力等;
五、凸、凹模空隙及其圆角半径的确认,凸、凹模作业部分的尺度核算。
六、弹性元件的有关核算。如橡胶或绷簧的自由高度和预紧缩量的确认等;
 冲压件表面质量检测方法可分为外观检刚方法和尺寸检刚方法两种类型。外观检刚可通过观察者表面目视、检查员触摸检查及表面油石打磨冲压件等方式进行。尺寸检刚则需通过借助刚量工具进行检刚,如利用检具,检刚冲压件外形和尺寸精度;或使用三坐标刚量仪,对冲压件孔的位置进行刚量。
冲压件表面质量检测方法可分为外观检刚方法和尺寸检刚方法两种类型。外观检刚可通过观察者表面目视、检查员触摸检查及表面油石打磨冲压件等方式进行。尺寸检刚则需通过借助刚量工具进行检刚,如利用检具,检刚冲压件外形和尺寸精度;或使用三坐标刚量仪,对冲压件孔的位置进行刚量。
冲压件结构设计的不正确决定了材料利用率较低,并且由于冲压件的结构设计造成的材料利用率低而无法提升,冲压件的造型决定了材料利用率的上限,因此冲压件与否决定着后期材料利用率的高低。
一、冲压件造型正确:
通过SE工程对冲压件结构研讨、排样布置等方式尽可能优化每件冲压件的材料可利用率,材料,造型的材料利用率低,常规设计的材料。因此冲压件设计阶段选择正确的造型结构重要,也直接影响着整车制造成本。
二、冲压件分件正确:
通过与部门的研讨,在冲压件前期的设计阶段达到冲压件性能的前提下尽可能优化结构,达到零件的大的材料利用率。冲压件数据两端凸出,不利于后期模具工艺的制定,也很大的影响了材料利用率。
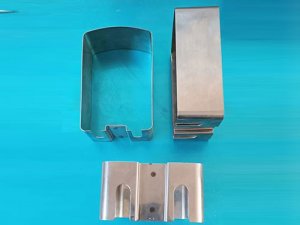
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
一、冲压件在冲压过程中,由于材料的表面不受破坏,故有好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
二、冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构,使冲压件强度有所提升。
三、冲压件具有较不错的尺寸精度,同模件尺寸均匀一致,有好的互换性。不需要进一步机械加工即可达到一般的装配和使用要求。
冲压件生产问题处理:
一、线偏移:制件成形时,需要先与模具接触的部位被挤压并形成了一条线;
二、毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
三、皱纹:由于压机滑块调整不良、压机精度低、气垫压力调整不适当、冲头或者r部位大等原因引起边缘或r部位皱纹;
四、曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
五、粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
六、凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹。