拉伸件出产进程是指从原资料(或半成品)制成商品的全部进程。对机器出产而言包含原资料的运送和保留,出产的准备,毛坯的制作,零件的加工和热处理,商品的装置、及调试,油漆和包装等内容。出产进程的内容非常广泛,现代公司用体系工程学的原理和办法组织出产和辅导出产,将出产进程看成是一个具有输入和输出的出产体系。能使公司的办理化,使公司具应变力和竞争力。
在出产进程中,直接改动原资料(或毛坯)形状、尺度和功能,使之变为成品的进程,称为技术进程。它是出产进程的要有些。例如毛坯的铸造、铸造和焊接;改动资料功能的热处理[1];零件的机械加工等,都归于技术进程。技术进程又是由一个或若干个顺序排列的工序构成的。
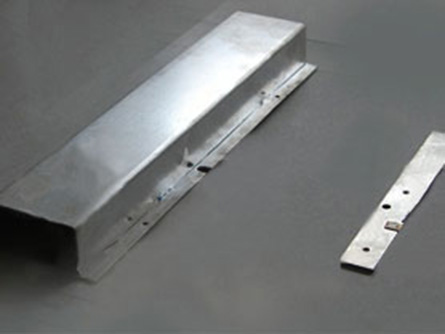
工序是技术进程的根本构成单位。所谓工序是指在一个作业地址,对一个或一组工件所接连完结的那有些技术进程。构成一个工序的要特点是不改动加工目标、设备和操作者,并且工序的内容是接连完结的。例如图32-1中[cc1]的零件,其技术进程能够分为以下两个工序:
工序1:在车床上车外圆、车端面、镗孔和内孔倒角;
工序2:在钻床上钻6个小孔。
在同一道工序中,工件可能要经过几回装置。工件在一次装夹中所完结的那有些工序,称为装置。在工序1中,有两次装置。
拉伸件的选用和设计问题分析:
(1)拉伸件的制造尽量选用标准模架,而标准模架的型式和规格就决定了上、下模座的型式和规格。如果需要自行设计模座,则圆形模座的直径应比凹模板直径大30~70mm,矩形模座的长度应比凹模板长度大40~70mm,其宽度可以略大或等于凹模板的宽度。模座的厚度可参照标准模座确定,一般为凹模板厚度的1.0~1.5倍,以有足够的强度和刚度。对于大型非标准模座,还根据实际需要,按铸件工艺性要求和铸件结构设计规范进行设计。
(2)所选用或设计的模座与所选压力机的工作台和滑块的有关尺寸相适应,并进行的校核。比如,下模座的小轮廓尺寸,应比压力机工作台上漏料孔的尺寸每边至少要大40~50mm。
(3)模座材料一般选用HT200、HT250,也可选用Q235、Q255结构钢,对于大型模具的模座选用铸钢ZG35、ZG45。
(4)模座的上、下表面的平行度应达到要求,平行度公差一般为4级。
(5)上、下模座的导套、导柱安装孔中心距一致,精度一般要求在±0.02mm以下;模座的导柱、导套安装孔的轴线应与模座的上、下平面垂直,安装滑动式导柱和导套时,垂直度公差一般为4级。
(6)模座的上、下表面粗糙度为Ra1.6~0.8μm,在平行度的前提下,可允许降低为Ra3.2~1.6μm。
垫板:垫板的作用是直接承受和扩散凸摸传递的压力,用以降低模座所受的单位压力,防止模座被局部压陷,垫板的外形尺寸与凹模相同,其固定方法也采用螺钉和销钉固定。